
Ortur YRR Rotary Device
Picked up one of these Ortur YRR Rotary Rollers to supplement my Ortur Laser Master 2. There are a lot of videos online showing you how to assemble it as it comes in a kit form but not much information on how to make it work in software.
That’s why you have me.
I spent a couple days researching how to set it up and never really found an “AHA” video or webpage but after viewing a dozen or more items I had a good idea of what to do.
I’m going to set mine up in Lightburn which is a pay program ($60). If you have a GRBL laser cutter, Lightburn is worth every penny.
Connect your Ortur Rotary Roller to the Y axis with the supplied extension cable.
Software Setup
Now lets turn on the rotary support in the program. Go to “Lightburn > Preferences” and enable rotary support.
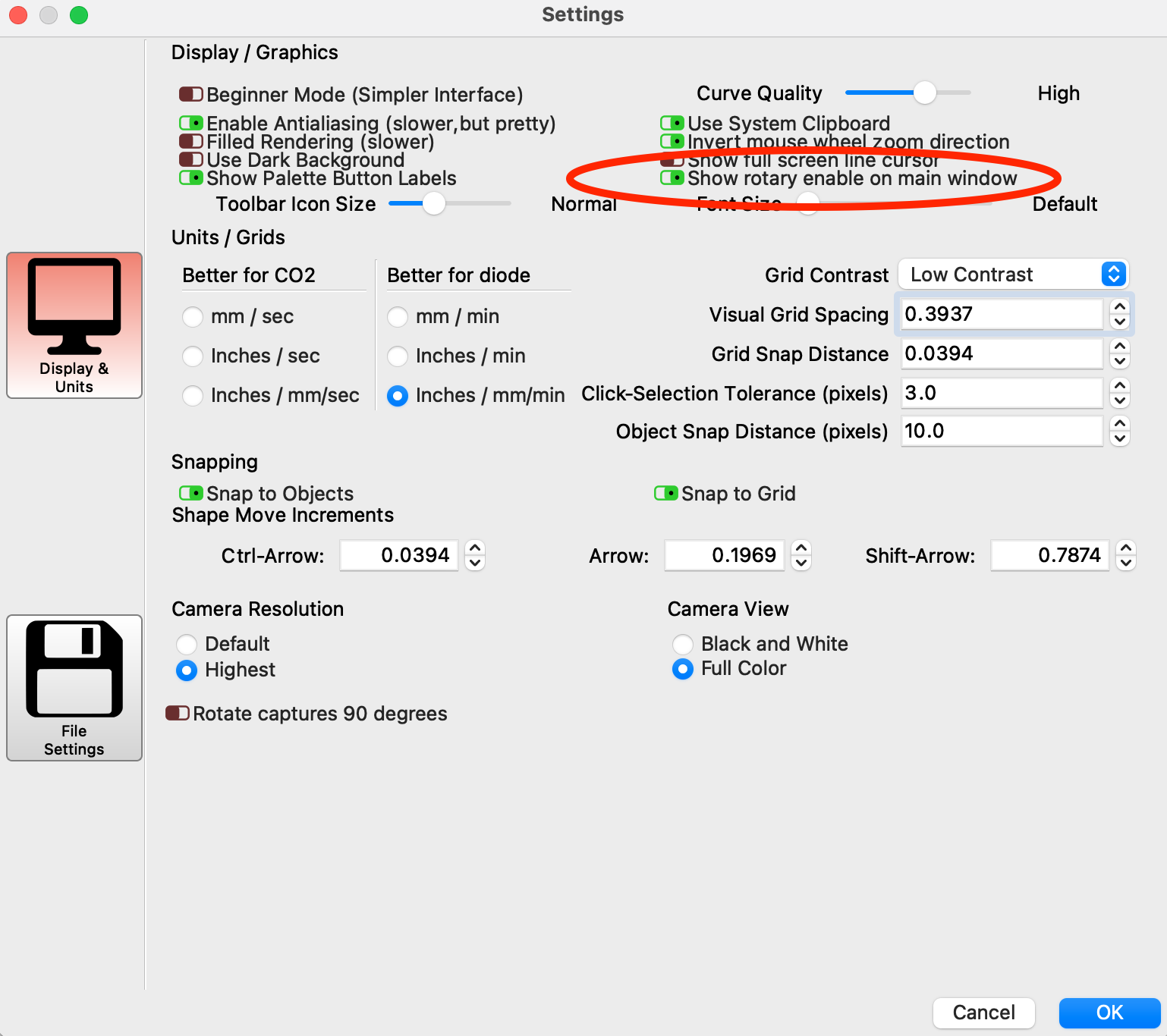
Rotary Enable
You will then find the toggle on main window. Turn it on.
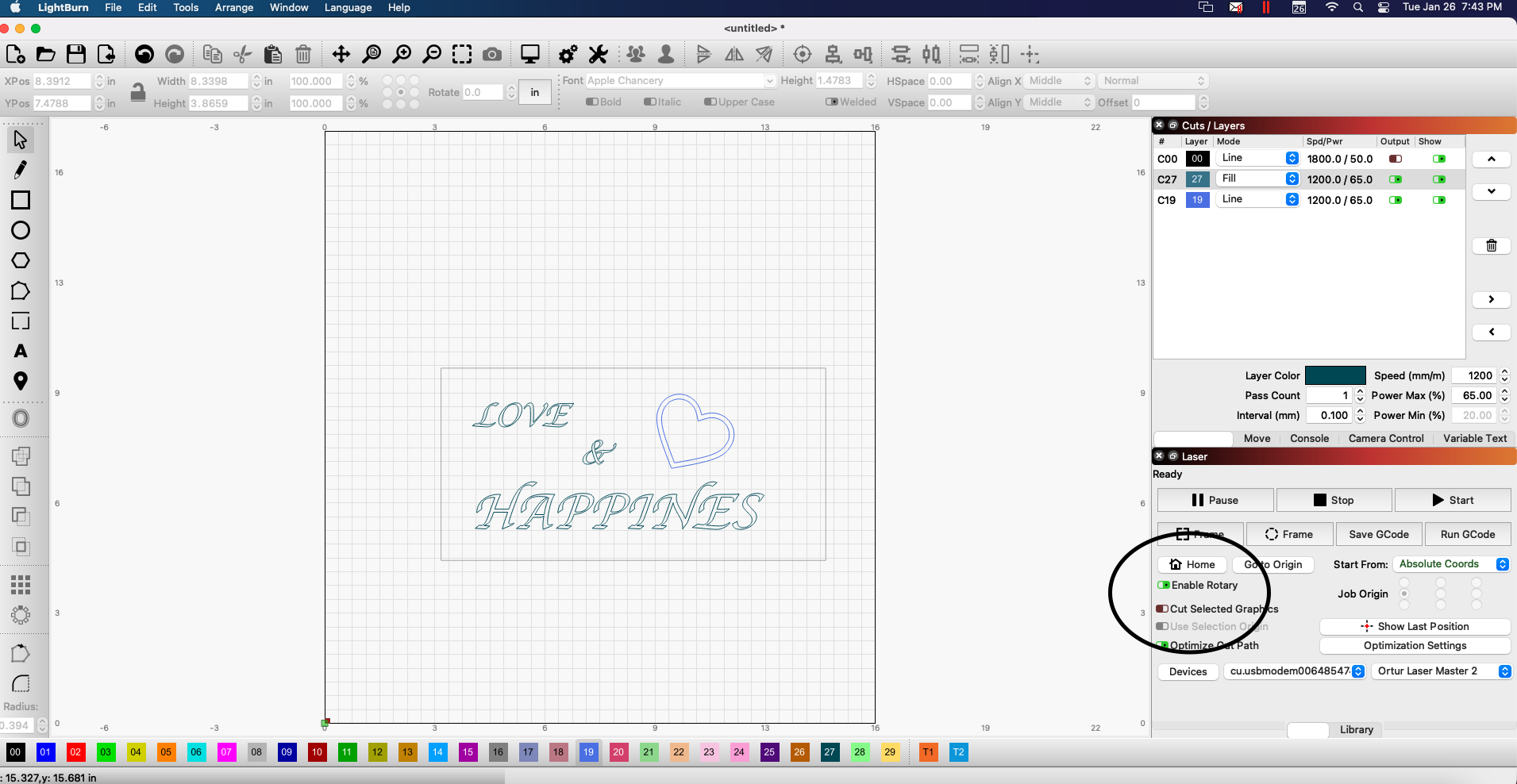
Enable Rotary
Not done yet. If you have your Ortur Rotary Roller connected and Rotary enabled and you start pushing buttons your machine will home to the left and the roller will spin, and spin, and spin. It won’t hit the mechanical switch that the Y axis is used to hitting so it will run for a bit and then you’ll get an error that things are out of limits.
Save Your Default Settings
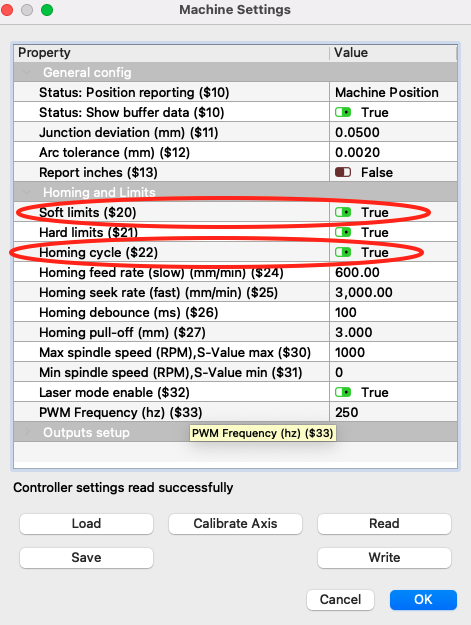
Now you want to go to “EDIT > MACHINE SETTINGS”.
IMPORTANT: SAVE YOUR SETTINGS and call it “Default Machine Settings” or something like that. Whatever you do to make the rotary work you’re going to have to un-do to make the Laser Master 2 work again.
Now set “Soft Limits” and “Homing cycle” to false.
IMPORTANT: Save these settings to a file called “Rotary Machine Settings” or something like that.
Rotary Setup
Now go to “TOOLS > ROTARY SETUP”. Select the Roller Button. Also make sure the “Enable Rotary” slider is turned on and green.
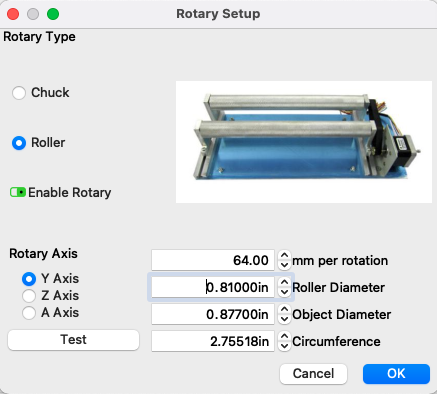
Rotary Settings
Measure Twice, Burn Once
At this point you need dial calipers and need to measure the Ortur rollers and the diameter of the thing you want to etch or burn on. Fill in those values and you will get the circumference. Mine equals 2.755″
Go to the Lightburn working area and simply draw a box that is 2.755 inches tall. Doesn’t matter how wide it is (but not wider than your part) but the height of the box needs to equal the circumference of your item. NOTE THAT MY HEIGHT EQUALS 2.755 INCHES.
Draw a much thinner box inside that box and also make sure that the height is 2.755″. Put it on its own layer and turn off output for the outer bigger box. You will cut this small box on a scrap part. If you don’t have a scrap part put a bunch of tape around the part you have and use low power on the laser enough to cut the tape but not cut through it.
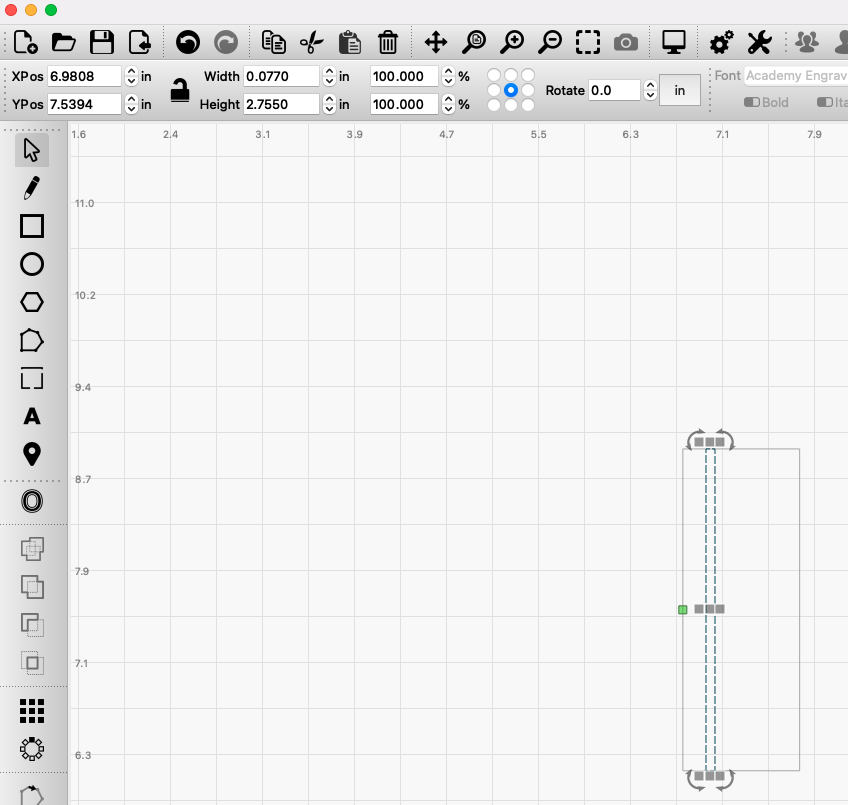
2D Representation of your part
Now you simply frame up the part to make sure you aren’t shooting laser beams everywhere and then hit START and etch. I used a piece of scrap dowel rod to set mine up.
The goal is to have the etched box ends touch as depicted in my picture below.

Good result
If the box doesn’t quite reach then go back to “TOOLS > ROTARY SETUP” and increase the number in the “mm per rotation” block. If the etch went too far, then reduce the number in the “mm per rotation” block. Do this until you get the perfect etch as I did above.
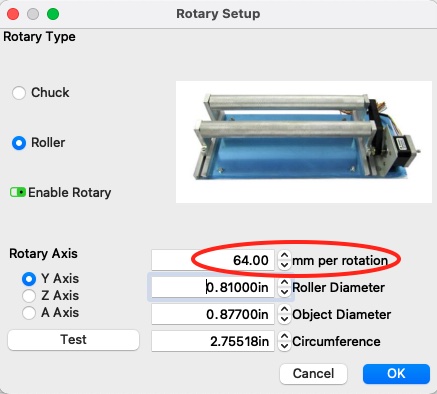
mm per rotation
Be sure that every time you put a new item on the Rotary Roller that you change the diameter and circumference in TOOLS > ROTARY SETUP. I ultimately tweaked mine down to 63.5 mm which seemed to be spot on. Video of the process here:
[kad_youtube url=”https://youtu.be/_ykcIExSqiA” ]
Hope I captured enough information here to help you if you bought one of these things and are scratching your head wondering how to set it up.
Great explanation! My laser and YRR Rotary Device arrive in the next couple of days. Meanwhile I plan on binge watching everything I can.
Any idea what the minimum/maximum diameter is for this? How thin a cylinder (and how wide a cylinder as well) can it etch?
I’m having an issue with my rotary not starting up when laser fires. After about 10 seconds it does and then it does fine from that point. Any ideas what I am doing wrong?
I am frustrated. I have the roller set up, plugged in, and powered on. In lightburn I just simply wrote out my name. used absolute coordinates, and when I go to frame it the arm of my laser master 2 goes all the way to the end and doesn’t even recognize my name. I have been on you tube for hours and can’t find the answer to this. Please help!
same issue! DId you find a solution by chance?
Make sure you have soft ends top on, not your mechanical end stops checked.
Hi! I tried following you instructions but can’t get the rollers to move. I noticed when I pugged the YRR in, it looks like the cable isn’t wired correctly for the LM1. I have a red wire going to a black, and a black going to red. I was wondering if you could verify the wiring on your system and let me know if I am correct in analyzing this issue.
Thanks!
Great article, and I send this link to people on a regular basis.
FYI, Lightburn is now $60.
Pingback: [Cahier de labo] Gravure rotative à la découpeuse laser – MITIC & Education
I have followed this exactly but when I go frame it or even laser the module flies across the x axis hits the rail violently
Did you change the machine settings to stop it from homing?
“Now set “Soft Limits” and “Homing cycle” to false.” The opposite of the picture.
Same here – firmware v1.90 on Aufero Laser 1 and Lightburn 1.3.01.
Disabling Homing gives an error about locked G-code and nothing works. Enabling homing yields the behavior Sandy described. Wondering if this is a firmware issue?
Per Ortur tech support you must disable homing, power cycle the laser, and press the STOP button in lightburn after receiving the locked G-code warning.
Almost more importantly, in this mode, whatever position the laser is in on power on will be considered the “Home” or X=0, Y=0 position, so make sure to position the laser at the normal X=0 position before powering on or you’ll hit the mechanical stops!!!!
Doing that seemed to get me online, but I haven’t had a chance to run an actual test.
If anyone is still having issues getting their rotary tool to work, beginner mode has to be turned off. If you are currently in the trowel mode version of light burn, beginner mode is defaulted to on.